Разработка и внедрение современных отечественных технологий, материалов и оборудования для проведения горячих ремонтов футеровок и подовых поверхностей высокотемпературных промышленных печей.
О компании
Предприятие обладает механической, производственной и испытательной базами, современной аналитической лабораторией. Высококвалифицированный штат научных и инженерно-технических работников с многолетним опытом работы в данном направлении постоянно совершенствует технологию и оборудование для керамической наплавки, оптимизирует составы и рецептуры существующих керамических масс для восстановления футеровки промышленных печей, а также создает керамические материалы и ремонтное оборудование нового поколения.
Вся выпускаемая продукция защищена патентами РФ.
За создание и внедрение отечественной промышленной технологии ремонта огнеупорных футеровок металлургических печей методом высокотемпературной керамической сварки сотрудниками нашей организации получена Премия Правительства Российской Федерации в области науки и техники.
С уважением,
генеральный директор, доктор технических наук, лауреат премии Правительства РФ Щепетьева Нина Петровна
Технология
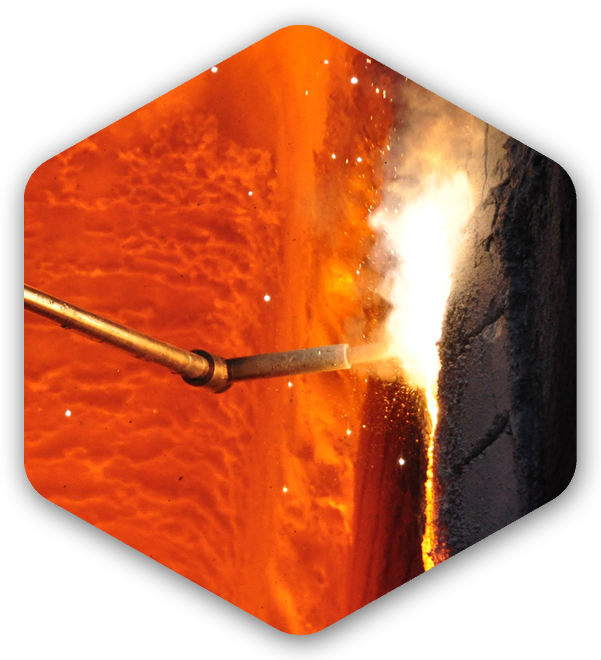
Разработана отечественная технология горячего ремонта футеровок высокотемпературных промышленных печей методом керамической сварки (наплавки).
Разработаны ремонтные материалы для восстановления динасовых, бакоровых и магнезитовых огнеупорных футеровок, а так же подовых поверхностей промышленных печей.
Горячий ремонт промышленных печей методом керамической сварки предназначен для восстановления огнеупорной футеровки в первую очередь агрегатов, работающих в непрерывном режиме, остановка которых приводит к их разрушению (коксовые батареи, стекловаренные печи и др.)